镁合金件合理的结构设计
镁合金件合理的结构设计
根据镁合金的腐蚀特征
镁及镁合金的腐蚀类型有全面腐蚀、电偶腐蚀、高温氧化、点蚀、缝隙腐蚀、晶间腐蚀、应力腐蚀开裂和腐蚀疲劳等。其中,电偶腐蚀、应力腐蚀开裂和腐蚀疲劳是镁合金应用中常见的和危害较大的腐蚀类型
由于镁合金中通常含有较多的电极电位较高的组元如重金属等(特别是Fe、Cu、Ni),以及镁及其合金在实际应用中经常与其他高电位金属(如钢等)接触,从而很容易发生电偶腐蚀,因此电偶腐蚀是镁合金腐蚀的基本类型。人们常常忽视镁合金组合件的电偶腐蚀,从而出现灾难性后果,这已成为镁合金结构应用的障碍。通常,镁基体中与阴极相邻的局部区域都会产生严重的腐蚀,阴极可能是外部与镁合金相接触的其他金属,也可能是镁合金内的第二相或杂质。在盐水环境中,通过严格控制杂质含量如Fe、Ni、Cu及Fe-Mn可以减轻内部腐蚀,提高镁合金耐蚀性。镁与不同金属形成电偶是电化学腐蚀电动势的主要外部来源
电偶腐蚀包括阴极、阳极、电解质和导体四个基本环节。其中任何一个环节消失,电偶腐蚀就会停止。因此,可按下表所列措施与方法进行镁合金件的结构设计
设计程序与方法
程序
措施
方法
双金属接头材料择优顺序
消除密封的污损区域,尽量避免湿气与金属直接接触
①选择与镁电化学相容的异种金属,或在镁上镀一层与镁电化学相容的金属
②采用适当的表面处理对镁和异种金属进行保护
③异种金属加绝缘的垫圈或填充填料,避免出现封闭电路
④在密封化合物或底漆中加入铬酸盐,抑制微电池作用
仔细注意结构细节,设计出完整工件,设计合适的排水孔,最小孔径为3.2mm,防止堵塞
顺序
镁-铝
1
2
3
4
5056铝合金(线材和铆钉)
5052铝合金(压延板材)
6061铝合金(挤压材和压延板材)
6053铝合金(挤压材和铆钉)
选择吸附性差、无芯的材料作为与镁接触的材料
测量所用材料的含水量
采用环氧树脂、塑料带和薄膜,用蜡和橡胶保护
尽可能避免使用木头、纸张、纸板、多孔泡沫和海绵状橡皮
保护所有的搭接面
所有的搭接面都采用合适的密封材料,使用底漆
加长连续流体路径以减小电偶腐蚀电流
顺序
镁-钢
采用兼容金属
大多数5000和6000系列铝合金与镁兼容,镁铁连接中有锌钢板、80%Sn-20%Zn、锡或镉
双金属接头材料择优顺序见右栏
1
2
3
4
镀锌
镀80%锡-20%锌
镀锡
镀镉
选择合适的精整方法
根据要求选择化学处理、涂层和电镀,并在安装运行前进行检测
设计注意事项
改进前的设计
改进后的设计
设
计
示
例
镁合金与镁合金连接
在许多实际使用情况下,镁合金之间的连接,由于同牌号镁合金的成分几乎保持不变,它们之间的电化学腐蚀是非常轻微的。但是,在结合处可能会出现缝隙,聚集腐蚀介质,使镁与镁合金之间产生缝隙腐蚀。因此,在装配时,需要采取一些有效的预防措施:一是在镁合金零件表面采用铬酸盐颜料涂层,或者采用在连接处用封口胶的“湿装配”技术,阻碍水由毛细管作用而进入镁合金表面;二是正确地设计接触面和配套面,如螺栓连接时,螺栓的曲度有助于减少连接的腐蚀问题。另一种保护方式是,在构件组装前涂覆底漆,组装后再涂一层漆。镁与镁装配时的正确方法如图a所示。镁螺栓连接装配件也可以采用此方法
镁合金构件与非金属材料连接
镁构件与非金属的组合,虽然连接的大多数非金属材料,如塑料和陶瓷,对镁构件都不会产生电化学腐蚀,但是,镁构件与木材连接时,由于木材有吸水性,木材吸水后内部的天然酸被浸析出来,使镁合金构件长期与酸接触,引起镁构件腐蚀。因此,与镁合金构件接触的木材必须采用油漆或清漆封闭,以防止吸水;并且,在接触面还必须采用镁与镁装配时所用的保护措施,如镁零件表面采用铬酸盐颜料涂层。与镁合金构件连接的碳纤维增强塑料和镁构件与木材的装配一样,在一般的电解液中,镁表面易发生电化学腐蚀,如果不加保护将导致镁的腐蚀。镁合金构件与木材或异种金属连接时正确的保护方法如图b所示
镁合金构件与异种金属连接
镁与异种金属装配时,接触金属之间的电位差和工作环境是引起镁腐蚀的主要因素。阻止或减少镁与异种金属之间的接触腐蚀,可以采用以下几种方法
采用与镁相容的异种金属
镁与异种金属接触时,材料的电化学相容性尤为重要,异种金属与镁合金的电化学相容性好,可以明显减少构件的电化学腐蚀。高纯度的铝(99.99%)与镁有很好的电化学相容性,但在工业铝合金中,常有铁、铜的存在,会严重破坏这种相容性;此外,在高pH值的水溶液中,铝与镁的接触,会导致铝的腐蚀。常用的与镁相容的异种金属有:铝合金体系(5052、6053、6061、6063)、锌和锌合金体系。这些合金体系可用来制作垫片、衬垫、紧固件和构件。当镁与其他金属,如不锈钢、钛、铜连接时,必须对其他金属进行表面处理,采取防护措施。与镁连接的金属材料,一般遵循下列优选原则
镁合金与铝装配:5056、6061、5052、6053;镁合金与钢装配:镀锌钢、镀锌-锡(80%Sn-20%Zn)合金钢、镀锡钢
镁合金与其他金属的装配:在腐蚀条件下镁都会发生腐蚀,因此都必须采取防护措施。镁合金与异种金属铆接的正确方法如图a、图b所示
隔开异种金属
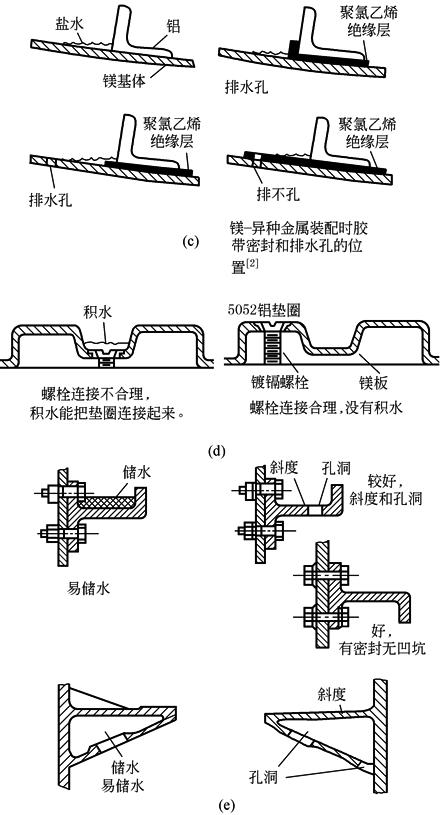
隔开异种金属,避免腐蚀介质构成回路。通常在异种金属之间使用绝缘的垫圈、填料或防潮膜,使镁与异种金属(如铝或钢)分开。如采用厚度为0.08mm的乙烯树脂胶带或不吸水的橡胶胶带,或者在密封化合物和底漆中加入铬酸盐,避免电解液环境,以抑制电偶腐蚀,如图c所示
表面避免积水
为保证镁零件有良好的腐蚀防护性,装配件连接处合理的设计是非常必要的。首先应尽量避免镁构件表面产生可能聚集水滴的结构,并且考虑排水。为避免缝隙的毛细管作用而吸水,应尽量避免在零件上形成窄的缝隙、缺口或凹槽。此外,在零件上应避免形成尖角以避免材料处于高应力状态。图d和图e分别为镁合金零件结构设计时应注意的问题
填充缝隙,如图f所示,能有效降低电偶腐蚀
盐雾腐蚀环境中异种金属-AZ91D压铸合金装配时的电偶腐蚀情况
电偶腐蚀程度
金属
轻微
高纯铝(10×10-6Fe)、5056铝合金、5052铝合金、6061铝合金、6063铝合金
中等
镀锌+铬酸盐+硅酸盐①
镀80%Sn-20%Zn+铬酸盐①
严重
50%Sn-50%Pb、镀锡①②、镀镉①②、镀锌①②、铅、黄铜、钛
非常严重
碳钢、不锈钢、镍、锌粉/无机胶黏剂/密封剂①、380铸铝
铝粉/无机黏结剂/密封剂①、离子束沉积1100铝(1000×10-6Fe)①
①钢紧固件上有薄膜
②铬酸盐将提高镀层的相容性
对镁合金和异种金属同时采取保护措施
镁合金与异种金属接触时,用适当的表面处理保护镁和异种金属。通常对异种金属和镁都覆盖一层完整的膜,如图g中的1,可以避免发生电偶腐蚀。但是,如果镁的防护膜破裂,则形成小阳极面积的镁与大阴极面积的异种金属原电池,镁的腐蚀速度显著增加,使镁发生严重的电化学腐蚀,如图g中的2。一般情况下,应尽可能避免这种现象出现。同时,在使用防潮膜时,任何情况下,采用的保护膜必须是抗碱腐蚀的,这样,才能避免因腐蚀而形成强碱性的氢氧化镁所引起膜的破裂。阴极与阳极的面积比对镁合金腐蚀速率的影响见右表
镁合金AZ31B-H24与工业纯钛连接的
面积比对腐蚀速率的影响
环境气氛
与暴露时间/d
腐蚀速率/g·m-2·d-1
未配对
AZ31B-H24
阴极与阳极的面积比为1∶6
阴极与阳极的面积比为6∶1
潮湿环境
3
17.4
26.5
88.7
358
0.106
0.171
0.372
715
0.095
0.156
0.235
1087
0.082
0.125
0.207
2563
0.077
0.115
0.204
平均腐蚀速率
0.090
0.142
0.255
城市
环境
368
0.096
0.120
0.148
722
0.101
0.120
0.173
1087
0.096
0.120
0.161
2575
0.078
0.099
0.130
平均腐蚀速率
0.093
0.112
0.153
紧固件的选择
镁合金不宜用作紧固件,而绝大多数镁合金装配件需要用铆钉、螺钉、螺母这类紧固件,因此螺栓组合的设计、紧固件材料的选择对镁在盐水中的应用是非常重要的。一般情况下,非金属材料能完全避免镁合金的电化学腐蚀,可以用作镁合金部件的紧固件和绝缘的垫圈。纯铝几乎能与所有的镁合金相容,含镁、锰、硅的铝合金与镁合金相容性较好,可以用来制作镁合金部件的紧固件,如5×××系铝合金的5056合金铆钉、5052合金垫圈以及6×××系的6061和6053合金铆钉。但铝铆钉在使用前需进行化学处理或阳极氧化处理
对于镀铬钢螺栓,一般采用5052铝合金垫圈。对于钢铆钉、铜铆钉、钢、镍、铝(除5056、6053或6061铝合金以外)或黄铜螺钉与螺栓,在镁合金装配件中使用时,由于其与镁不相容,不能裸露使用,而必须对这些部件先进行镀锡、锌或锡-铅合金,然后再进行化学处理才能使用
对于紧固件与镶嵌件的隔离,可采用特殊的有机涂层,如烘干的乙烯塑料溶胶、环氧树脂和耐高温的氟化烃类树脂涂层
用于镁合金工件的两种拧入式垫圈、尼龙垫圈应用
螺纹垫圈可以压入或热装到镁合金工件上,但拧入式垫圈应用得较多。为了使螺纹孔与垫圈配合更好,可采用一次攻螺纹后再精攻
拧入式垫圈有两种类型,如图h、图i所示。其中一种为管状,螺纹在其外表面,它被拧入到工件的螺纹孔中,这种垫圈可以起到轴承和轴瓦的作用,见图h。螺纹也可攻在里面,从而与螺杆、螺栓或其他螺纹紧固件连接。大螺距可以有效地增加强度,BWS倒角螺纹或类似系列的螺纹可以减小根部应力集中。垫圈与螺栓或螺杆的强度应保证在扭曲过程中后者先失效,而不是垫圈内部的螺纹先剥落。另一种类型是由弹簧线圈精确螺旋而成的螺纹衬套,它用于攻螺纹孔与螺栓、螺钉或螺杆的配合,螺纹与美国标准系列类似,见图i。采用热处理钢质螺栓时,垫圈塞入深度为螺栓直径的2.5倍效果最好。对于盲孔,垫圈厚度应为紧固件直径的3倍
压入式或热装式垫圈的室温过盈不能大于垫圈紧固的极限。应变为0.1%时产生的残余应力很小,一般情况下不会发生问题,其中0.03%的应变已成功应用于生产。同时,应变为0.3%的过盈配合也已得到了应用,但此时产生的残余应力较大,可能导致应力腐蚀开裂,增大镁合金的疲劳破坏倾向。另外,镁合金的热膨胀系数一般比垫圈金属的大,所以在高温下装配可以增加室温过盈,从而使之在高温下保持足够的紧固力
镁合金板闪光铆接接头设计形式
闪光铆接可以用于镁合金的连接,其接头设计形式如图k所示。机械沉头孔孔深至少为1.3mm,底部圆柱形台阶的最小高度为0.38mm,以保证与铆钉尺寸匹配
厚1.3mm左右的材料可以采用上连接板攻螺纹的闪光铆接,螺纹孔和铆钉坡口标准张角为100°。攻螺纹前,应先冲好或钻好铆钉孔,且孔径应略小于铆钉直径;攻螺纹时,扩孔到标准尺寸。倒角圆孔将会减小边缘应力集中和接头疲劳破坏。攻螺纹必须在热态下进行,使板局部加热,其范围刚好达到攻螺纹尺寸。如果板材处于H24状态,加热时间应有所限制,以避免局部淬火。例如,AZ31B-H24板材在423K温度下加热5s不会发生淬火效应